-
- 余热回收技术在集中熔化炉上的应用
- 发布日期:2023年03月21日 点击次数:80 所属分类:技术文献
余热回收技术在燃气铝合金集中熔化炉上的应用
摘要:燃气铝合金集中熔化炉的熔化和保温过程会产生大量高温烟气。烟气温度高,流量波动大、间歇性强,能源浪费严重。基于全面了解熔化炉的运行特点,采用新型余热回收装置对熔化炉烟气进行回收,探讨单台熔化炉烟气收集装置的运行特点,以及回收装置对烟气集中回收烟道、余热锅炉机组的设计要求。以新型余热回收装置在南京某铝零件制造公司的应用,说明新型余热回收装置可以回收集中熔化炉以往排放到大气中的烟气显热,产生蒸汽用于企业生产、生活,达到节能及净化车间生产环境的目的,实现铝合金零件生产企业高效可持续发展。
关健词:集中熔化炉;烟气显热;单台熔化炉烟气收集装置;炉压检测装置;烟气集中回收烟道;余热锅炉机组;蓄能器
Application of Waste Heat Recovery Technology in Gas Aluminum Alloy Concentrated Melting Furnace
ZHOU Hong-yuan
引言
各项节能环保技术措施在我国经过几十年的发展,已深入到工业生产中,小到某个设备,大到整个工艺过程。燃气铝合金集中熔化炉属于高能耗工业炉设备,排烟温度高,能源浪费严重,早期经过一些余热回收方面的尝试,但由于和熔化炉的生产特点不契合,虽产生了一些低品位的热工质,但增大了熔化炉的燃气耗量,得不偿失。因此有必要在全面深入了解熔化炉的运行特点基础上采用全新的余热回收技术[1]。
燃气铝合金集中熔化炉的运行特点
熔化炉的生产流程分为投料、熔化、保温、打渣、铝液排放等过程。入炉铝合金废料通过投料井投料进入燃烧机熔化,熔化后的铝液流入保温仓后开启燃烧机对汤池进行保温,将汤池温度控制在680~720℃,保温仓铝水达到一定量时停止燃烧机运行,进行打渣操作,打渣精炼后的铝液排入专用设备,用于后续生产。
在熔化和保温过程中均需要启动燃烧机进行加热,大量的高温烟气由熔化炉排出。由于熔化和保温过程需要的热量不一样,导致熔化炉烟囱排出的烟气温度波动较大, *高温度一般不超过850℃,在极少数情况下为了强化生产,排气温度会超过900℃[2]。
在保温和熔化过程中,燃烧机间歇性工作,因此熔化炉的高温烟气排放还具有间歇性的特点。
为防止操作过程中炉膛负压导致冷空气漏入,增加燃料消耗,需通过在线监测系统控制炉膛排气阀门的开度来维持炉膛内的轻微正压。
老式集中熔化炉余热回收技术存在的问题
集中熔化炉余热回收技术主要用于回收熔化炉熔化和保温过程中高温烟气外排带出炉外的烟气显热。熔化炉炉膛烟气压力控制要求高,排气具有温度高、流量波动大、间歇性强的特点。
以往的老式集中熔化炉余热回收技术都是直接在排气上烟道上加装换热设备,产生热风或热水。集中熔化炉在安装余热利用换热设备前一般都是通过厂房外的烟囱抽力以自然通风的方式将烟气排入大气,烟囱抽力基本和排气烟道总阻力相当。在烟道上加装换热设备后,排气烟道的烟气流动阻力明显增加,经常出现打渣操作时大量烟尘无法吸出的现象,严重恶化车间内的生产环境。部分厂家为解决车间烟尘的问题,在余热回收设备的出口与烟囱出口间直接加装引风机。加装引风机后,虽然解决了车间环境恶化的问题,但由于引风机产生负压无法与熔化炉的工作状况匹配,不能随生产负荷的变化而变化,也不能随熔化炉的生产过程进行调节,导致炉膛出口无法始终维持微正压。熔化炉烟气出口压力变为负压后,大量炉膛内热量被吸出,会大幅增加燃料耗量。产生的热风或热水属于低品位热工质,其价值远低于增加的燃气消耗,这就是很多厂家的集中熔化炉余热回收不成功的根本原因。
余热回收新技术介绍
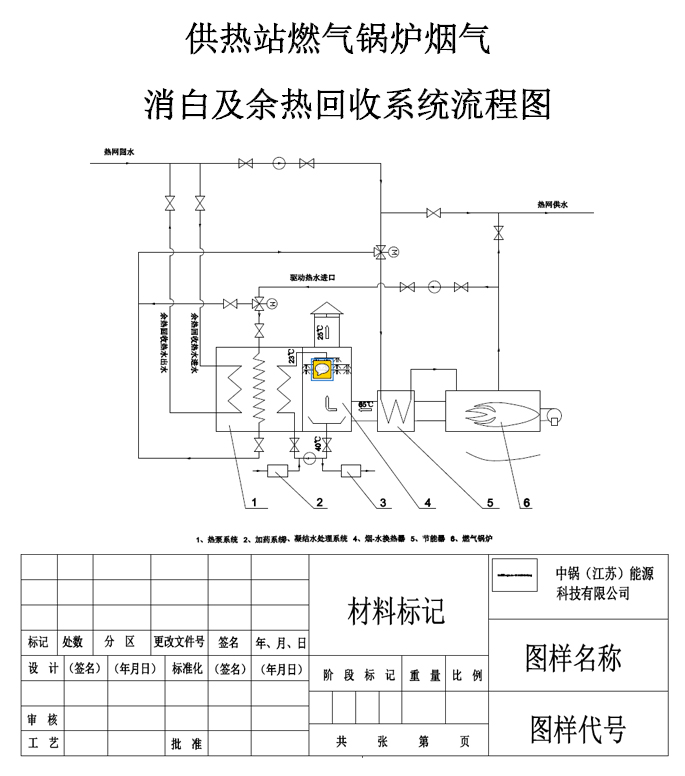
 1.1新型余热回收技术流程图[3]1.2关于流程图的简要说明:
1.1新型余热回收技术流程图[3]1.2关于流程图的简要说明:1)烟气路流程:烟气从熔化炉炉膛排出后进入烟气收集装置,通过烟气管道输送至余热锅炉,经过余热锅炉换热后依次经过节能器、引风机、烟囱排入大气。
2)水流程:从市政管网来的自来水经过钠离子交换器处理成为软化水进入水箱,水箱出来的水进入节能器预加热后送入锅炉汽包产生蒸汽。
3)蒸汽流程:锅炉产出的蒸汽送入蓄能器,再由蓄能器输出,进入各个热用户。
2烟气收集装置特点
2.1烟气收集装置是整个余热回收系统的关键设备,决定了整个余热回收系统的成败,具有显著的结构特点及严格的自控设计要求。每台熔化炉单独设置烟气收集装置,使全系统具有相对独立性和灵活性。
2.2熔化车间是整个工厂的上游工序,一般情况下必须要在不停工的情况下完成烟气收集装置的安装调试,因此单台熔化炉烟气收集装置须做到模块化快速安装。
2.3烟气收集装置烟气入口处烟气压力须能根据生产过程实现自动调节。单台熔化炉烟气收集装置由烟气收集自动调节系统、烟温检测装置、烟气压力检测装置组成(烟气收集装置结构示意图如流程图中所示)[4]。烟气收集自动调节系统由烟气温度闸阀和烟气压力调节阀组成。正常运行时,烟气收集自动调节系统两个自动阀门打开,熔化炉原有排气阀门关闭。
1) 烟气温度闸阀与熔化炉原有排气阀联动,当检测到出烟气收集自动调节系统的烟气温度低于350℃时,烟气收集自动调节系统的温度调节阀门关闭,熔化炉原有排气阀打开,烟气由熔化炉原有的排烟通道排入大气。
2) 烟气压力调节阀由炉膛烟气压力检测系统控制,根据炉膛压力调节开度,确保炉膛压力维持在熔化炉炉膛烟气原始设计压力,不因加装烟气余热回收系统改变炉膛内烟气压力,不影响炉膛内原有燃烧运行工况。
3)余热回收系统检修或停炉期间,烟气收集自动调节系统阀门关闭,熔化炉原有排气阀门打开,烟气由原有通道排入大气。
2.4烟气集中回收烟道的设计要求
1)烟道的结构或材质须能保证在熔化炉排烟温度850℃工况下的长期运行和900~1000℃短时间运行。
2)熔铝生产车间内各种车辆进出频繁,为保持通道的畅通,一般不可能从地面设立较大的烟气管道支架,通常利用车间内原有各种支撑点设置烟气支架,因此烟道必须重量轻。
3)熔化炉之间相隔较远,且都在室内,余热锅炉一般在车间合适位置布置,与熔化炉相隔较远,因此烟道须有可靠的保温措施。另外,车间外烟道还需要有良好的防雨、防曝晒措施,以延长保温铝皮的使用寿命,防止雨水漏入保温层,造成较大的热量损失。
4)烟道内流动的是高温烟气,因此烟道与各种燃气管道、车间内电缆桥架等的距离须符合 相关标准的规定。
5)由于烟道内介质的温度较高,须考虑热胀冷缩对烟道的影响。烟道的膨胀量应控制在0.01mm/(m·℃)。
6)烟道支架的设置须合理,除考虑烟道重量外,还应考虑高温下烟道的刚度,以防止跨度过大产生弯曲变形。
2.5余热锅炉机组的设计要求
1)为提高余热锅炉机组的热能回收效率,锅炉尾部需配置节能器。由于燃料为天然气,燃烧产物的含水率较高,因此露点温度较低,节能器的受热面应为耐腐蚀钢材制造。
2)烟气集中回收烟道流程较长,且在余热回收装置启动之初,烟气中的水分会大量在烟道内凝结,因此烟道须带一定的坡度,余热锅炉机组的进出口均需配套凝结水排水系统。
3)由于各熔化炉的烟气温度随生产负荷和生产过程的变化出现较大波动,烟气排放过程和烟气温度也存在间歇性的较大变化,因此锅炉的蒸发量波动也较大,不利于热用户的稳定使用,所以锅炉系统须配带蒸汽蓄热器,起到稳定蒸汽输出的作用[5]。
2.6对引风机的要求
引风机除克服烟气流动阻力外,还应能起到一定的调节取气口烟气压力的作用,因此宜采用变频风机。
2.7系统设备参数的选择
铝加工企业的蒸汽主要用于供职工食堂、浴室、生产中产生的各种污泥集中烘干、空调机、板式换热器等,这些用途对蒸汽的压力要求不高,一般为0.4MPa,选用0.4~1.0MPa的运行压力可以满足生产生活需要,同时有利于控制一次性投资。
余热回收系统的锅炉为余热锅炉,锅炉蒸发量与熔化炉的生产负荷有关,锅炉的入口烟气量随熔化炉的燃气耗量增大而增大,随熔化炉排烟温度的升高而增大,设计烟气量一般为燃气耗量的11~13倍。
余热锅炉一般布置于车间外,高温烟气需经过长距离输送方可送到余热锅炉,为保证烟气输送管道的使用寿命,进入烟气管道的烟气温度须保持相对温定,对于不锈钢烟道不得高于700℃,对于普通带耐火内衬的烟道,入口温度可不限制,但带耐火内衬的烟道重量大,由于支撑点的位置原因,不适合于车间内布置。对于不带蓄热装置和未安装烟道余热回收器的熔化炉,锅炉的入口烟气温度根据输送烟道的不同,可以有650~700℃和850~1000℃两种选择。
3应用实例
以南京某铝零件制造公司为例。该公司二、三号车间共装有7台燃气集中熔化炉,每台熔化炉天燃气消耗量为85 ~120Nm3/h,正常开机5~7台。烟道未安装余热回收器,烟气通过车间外烟囱自产生的吸力直接排入大气。
3.1安装余热回收装置前生产过程中存在的问题
由于熔化炉散热、排气烟道辐射热、打渣、出料等过程产生热量,车间内特别是熔化炉排渣操作平台温度较高;生产过程中的烟尘无法排出,车间内工作环境较差;熔化时入炉料上的杂质和油污的燃烧产生较大异味;打渣操作时,车间外烟囱口烟尘大量排出。
3.2公司有食堂、包装车间两中央空调机组和一台板式换热器需要供蒸汽,生产过程中每天产生 500~800kg工业污泥需要烘干等,每年需要从市政供热管网购买约7500t蒸汽,蒸汽价格按250元/t计算,购买成本约为188万元/年。
3.3加装新型余热回收系统后的应用效果
1)对7台熔化炉安装余热回收系统后,每天平均实际可回收1.0MPa饱和蒸汽25t。公司全年除夏季用汽高峰需从市政热网购买1000t蒸汽外,其余时间均可以实现全厂蒸汽自给,每年可节省蒸汽购买费用约160万元。
2)车间内平均温度降低10℃以上。炉膛出渣操作平台上环境温度明显降低。
3)由于余热回收系统不影响熔化炉的炉膛燃烧工况,燃料消耗量和未进行余热回收前相比无变化。
4)余热回收系统运行期间,车间内无烟尘和异味的现象,在节能降耗的同时改善了生产环境。
5)原车间外的烟囱作为余热回收系统的旁路烟囱备用,在余热回收系统运行时无废气排放,烟气经过余热回收装置、除尘器后由余热回收系统新建烟囱排放,达到了环保要求。
新型余热回收装置采用新的流程、控制措施和余热回收设备,实现设计、运行与熔化炉生产特点相匹配,不影响原有生产工艺参数、生产过程。此外,可以产生高品位的蒸汽用于生产和生活,还可以做到烟气达标排放,经济效益明显提高。
4结束语
在节能和环保技术已深入到工业生产各个角落的 ,除了应注重大型生产和装置的节能,同时还应关注像集中熔化炉这样的小型设备的余热利用。将成熟的余热回收技术应用在集中熔化炉上,在节能的同时又可改善车间的生产环境,产生了明显的经济和环保效益。
参考文献
[1]宁耀钢.关于铝合金集中熔炉的节能改善[J].铸造设备与工艺, 2018(2),17-18,43.
[2]苑安民,钱惠国. 铝快速熔化炉热工分析与节能研究[J].工业加热,2003(4),66-68.
[3]刘纪福《余热回收的原理与设计》 哈尔滨 哈尔滨工业大学出版社 2016
[4]文群英.热工自动控制系统[M]. 北京:中国电力出版社, 2006.
[5]李少泉,庞峰.蒸汽蓄热器原理及应用[J].煤气与热力,2003(8),499-500.
作者简介:
周宏远 (1973—),男,江苏盐城人,主要从事余热回收技术研发工作
联系方式:15951553188 邮箱:15951553188@163.com
- 相关标签:特种设备安装维修改造
-
上一篇: 篇
下一篇: *后一篇
产品直通车
PRODUCTS
热销产品
hot products